
- ホーム
- 葛利毛織さんの工場見学。
-
毛織物の聖地へ。
工場見学は葛谷専務が案内してくれます。 今回は織機が稼働する様子と生地の製造手順などもご覧いただければと思います。
-

工場見学は葛谷専務が案内してくれます。 今回は織機が稼働する様子と生地の製造手順などもご覧いただければと思います。

-
生地のお話から。
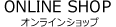
生地の設計図。生地にも設計図が存在します。 生地は経糸(たていと)と緯糸(よこいと)から出来ています。 設計図には経糸と緯糸の組織の組み合わせが書かれているのですが、設計図で言う所の白い所と黒い所で生地の表面に出す糸が決められています。 この組合わせで無地、ストライプ、格子、織模様など様々な生地の柄を出す事が出来ます。
-
生地にも設計図が存在します。 生地は経糸(たていと)と緯糸(よこいと)から出来ています。 設計図には経糸と緯糸の組織の組み合わせが書かれているのですが、設計図で言う所の白い所と黒い所で生地の表面に出す糸が決められています。 この組合わせで無地、ストライプ、格子、織模様など様々な生地の柄を出す事が出来ます。
-
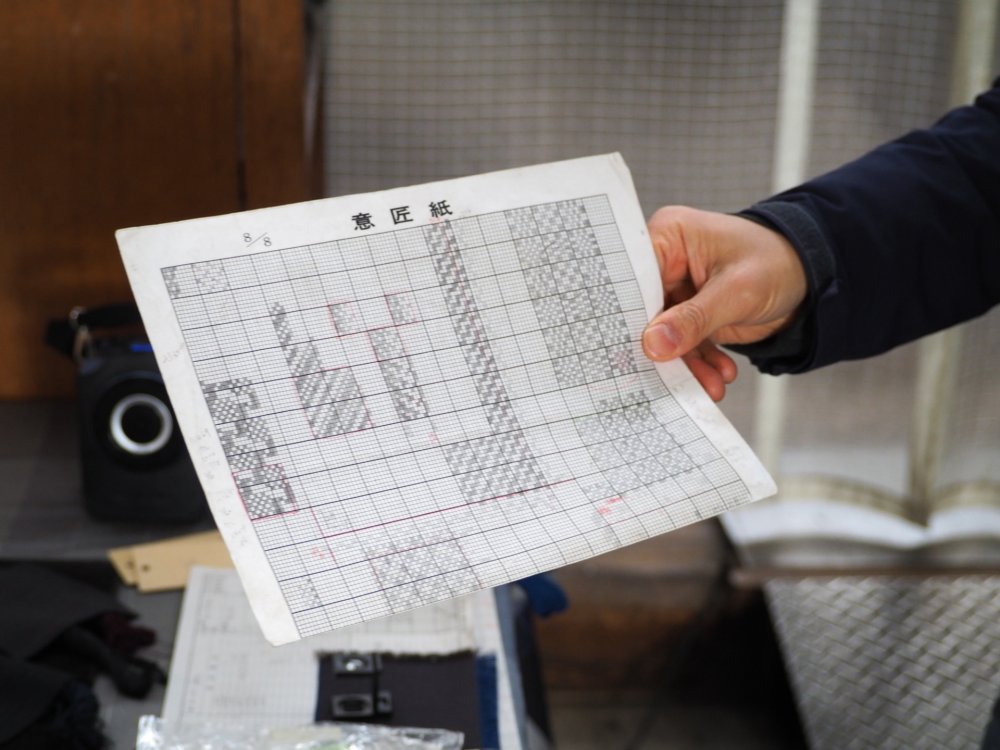
こちらが先ほどの設計図を元に織った生地を顕微鏡で拡大して見ると先ほどの白い部分がグレーの所、黒い部分がブルーの所になります。 少し分かりにくい小さな世界の話ですが、この織り方の組み合わせが生地の世界を広い物にしています。
-
こちらが先ほどの設計図を元に織った生地を顕微鏡で拡大して見ると先ほどの白い部分がグレーの所、黒い部分がブルーの所になります。 少し分かりにくい小さな世界の話ですが、この織り方の組み合わせが生地の世界を広い物にしています。
-
ションヘル式の入力システムです。
そして先ほどの設計図の経糸と緯糸の組み合わせをションヘル式織機に入力していきます。 もちろん約90年以上前の織機にコンピューターはありませんので、このコマという部品を繋げて織機の動きをスパナやプライヤーを使ってプログラムを組んでいきます。 ちなみに少しマニアっくな話ですが、このションヘル式織機はドイツの機械(織機)メーカー名 Schönherr GmbHの事です。 専務いわく葛利毛織さんの織機は日本のトヨタ織機系列の織機なのでションヘル式織機に間違いはないですが、純国産の織機です。
-
そして先ほどの設計図の経糸と緯糸の組み合わせをションヘル式織機に入力していきます。 もちろん約90年以上前の織機にコンピューターはありませんので、このコマという部品を繋げて織機の動きをスパナやプライヤーを使ってプログラムを組んでいきます。 ちなみに少しマニアっくな話ですが、このションヘル式織機はドイツの機械(織機)メーカー名 Schönherr GmbHの事です。 専務いわく葛利毛織さんの織機は日本のトヨタ織機系列の織機なのでションヘル式織機に間違いはないですが、純国産の織機です。

-
では、ラインに入っていきましょう。
糸の準備工程です。先ほども出てきましたが、生地は経糸と緯糸から出来ており。 生地を作り上げる時の手間で考えると糸の準備が70%程と大半を占めており根気のいる作業が始まります。 初めは一本の糸を緯糸と経糸の本数分に分けていきます。 一般的な生地で経糸は約6000本ほど、糸の細い繊細な生地の場合は約15000本ほどになるそうです。
-
先ほども出てきましたが、生地は経糸と緯糸から出来ており。 生地を作り上げる時の手間で考えると糸の準備が70%程と大半を占めており根気のいる作業が始まります。 初めは一本の糸を緯糸と経糸の本数分に分けていきます。 一般的な生地で経糸は約6000本ほど、糸の細い繊細な生地の場合は約15000本ほどになるそうです。

-
整経(せいけい)工程です。そして6000本から15000本に分散した経糸はこの写真の木製の軸の整経機(せいけいき)に巻きとって行きます。
-
そして6000本から15000本に分散した経糸はこの写真の木製の軸の整経機(せいけいき)に巻きとって行きます。

-
整経機に縦糸を巻きつける時に大切なのが糸のテンションの調整です。 糸の特性によって、写真の黒い輪の重りを調整して6000本から15000本が全て均等にテンションが加わる様に調整します。 この工程をしっかりと行わなければ生地に仕上げた時に斜めに捩れていまったり波打ってしまったりと出来上がりを大きく左右してしまします。
-
整経機に縦糸を巻きつける時に大切なのが糸のテンションの調整です。 糸の特性によって、写真の黒い輪の重りを調整して6000本から15000本が全て均等にテンションが加わる様に調整します。 この工程をしっかりと行わなければ生地に仕上げた時に斜めに捩れていまったり波打ってしまったりと出来上がりを大きく左右してしまします。

-
そして次に、整経機で均等なテンションでの巻き付けが出来れば、今度は織機にセットする為のビームという軸に巻き付け直します。
-
そして次に、整経機で均等なテンションでの巻き付けが出来れば、今度は織機にセットする為のビームという軸に巻き付け直します。

-
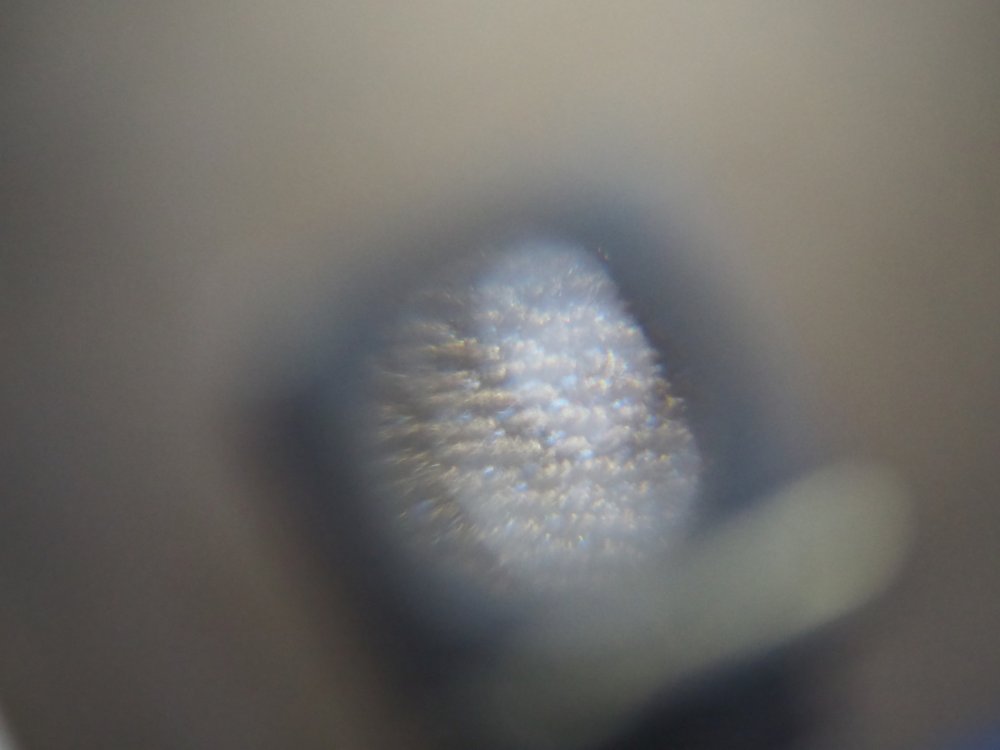
手作業の綜絖(そうこう)工程です。
ビームに巻きつけると今度は3日から4日間ほどかけて、経糸を通す綜絖(そうこう)という工程がまっています。 綜絖(そうこう)とは、6000本から15000本の全ての経糸を手で針金の穴に通していきます。 この針金がコマで作ったプログラムで上下する事によって織柄を作ります。
-
ビームに巻きつけると今度は3日から4日間ほどかけて、経糸を通す綜絖(そうこう)という工程がまっています。 綜絖(そうこう)とは、6000本から15000本の全ての経糸を手で針金の穴に通していきます。 この針金がコマで作ったプログラムで上下する事によって織柄を作ります。

-
私達も綜絖体験です。 一本一本順番に間違えないように糸通しの棒を使って糸を針金の穴に通しては、写真の白いタワシに引っ掛けていきます。 間違えないように緊張感と根気のいる工程です。
-
私達も綜絖体験です。 一本一本順番に間違えないように糸通しの棒を使って糸を針金の穴に通しては、写真の白いタワシに引っ掛けていきます。 間違えないように緊張感と根気のいる工程です。

-
綜絖が終わると経糸の準備はひとまず終わりです。 織機にセットされるまで待ちましょう。
-
綜絖が終わると経糸の準備はひとまず終わりです。 織機にセットされるまで待ちましょう。

-
緯糸の準備工程です。続いて緯糸の準備です。 緯糸はこの木製の短い軸に巻き付けます。
-
続いて緯糸の準備です。 緯糸はこの木製の短い軸に巻き付けます。

-
緯糸を巻きつけるるとこんな感じで、シャトルという部品にセットする事になります。 シャトルの中に付いているふさふさの毛は緯糸が送り出され過ぎないようテンションを調節する物で、織りあげる物によって素材を変えて調整されています。 これで緯糸の準備も整いました。
-
緯糸を巻きつけるるとこんな感じで、シャトルという部品にセットする事になります。 シャトルの中に付いているふさふさの毛は緯糸が送り出され過ぎないようテンションを調節する物で、織りあげる物によって素材を変えて調整されています。 これで緯糸の準備も整いました。

-
織機を動かしはじめましょう。
ようやくションヘル式織機の登場です。 経糸と緯糸を織機にセット出来れば織り始める事が出来ます。 最初は動力と切り離して運転棒という棒を手動で左右に動かして、緯糸の入ったシャトルを左右に飛ばし始めます。 カシャ、カシャっと左右のスバコにシャトルがリズムにのって飛び始めると徐々に動力に切り替えていき運転を行います。
-
ようやくションヘル式織機の登場です。 経糸と緯糸を織機にセット出来れば織り始める事が出来ます。 最初は動力と切り離して運転棒という棒を手動で左右に動かして、緯糸の入ったシャトルを左右に飛ばし始めます。 カシャ、カシャっと左右のスバコにシャトルがリズムにのって飛び始めると徐々に動力に切り替えていき運転を行います。

-
動力に切り変えるとカシャン、カシャンと経糸を上下に開いてはシャトルの緯糸が左右に飛んで行きます。
-
動力に切り変えるとカシャン、カシャンと経糸を上下に開いてはシャトルの緯糸が左右に飛んで行きます。

-
織機の構造へ。
まずは経糸から。 最初に入ってきた動力は最初にお話ししたコマ(プログラム)を動かし始めます。 このコマに合わせて次のコネクティングロッドを上下させます。
-
まずは経糸から。 最初に入ってきた動力は最初にお話ししたコマ(プログラム)を動かし始めます。 このコマに合わせて次のコネクティングロッドを上下させます。

-
このコネクティングロッドの運動が次のコネクティングロッドに伝わって、
-
このコネクティングロッドの運動が次のコネクティングロッドに伝わって、

-
約4日間ほどの綜絖工程で6000本から15000本の経糸を通した針金を上下させます。
-
約4日間ほどの綜絖工程で6000本から15000本の経糸を通した針金を上下させます。
-
そして、緯糸のシャトルを左右に飛ばすレバーに繋がり、緯糸を打ち込んで行きます。 写真の左右のシャトルの終点がスバコです。
-
そして、緯糸のシャトルを左右に飛ばすレバーに繋がり、緯糸を打ち込んで行きます。 写真の左右のシャトルの終点がスバコです。

-
生地のミミに入るミミネームも同時に入れていきます。
-
生地のミミに入るミミネームも同時に入れていきます。

-
これもコネクティングロッドに伝わってこの木の短冊に開いた穴の指示でミミ用の糸を動かし文字を織り込んでいます。
-
これもコネクティングロッドに伝わってこの木の短冊に開いた穴の指示でミミ用の糸を動かし文字を織り込んでいます。

-
ションヘル式低速織機の生地の特徴とは。
ションヘル式織機は、現在主流の最新織機と比較すると1/5程度の非常に遅いスピードで生地を織ります。 その遅さの訳は先ほど見て頂いたシャトルが大きく影響しています。 最新織機では空気圧や水圧で緯糸を飛ばしますので経糸の開閉量が少なくてすみますが、ションヘル式織機ではシャトルを飛ばす為に最低でもシャトルの厚み分の約5センチ程は経糸を開かなければ緯糸を通す事が出来ません。その経糸を大きく開閉させる分、織りあげる速度もゆっくりになってっています。 空気圧を利用したエアジェットタイプなど高速織機で一日に3反(約150m)織ることが出来るのに対し、ションヘル式織機は1反(約50m)織るのに3日もかかります。
-
ションヘル式織機は、現在主流の最新織機と比較すると1/5程度の非常に遅いスピードで生地を織ります。 その遅さの訳は先ほど見て頂いたシャトルが大きく影響しています。 最新織機では空気圧や水圧で緯糸を飛ばしますので経糸の開閉量が少なくてすみますが、ションヘル式織機ではシャトルを飛ばす為に最低でもシャトルの厚み分の約5センチ程は経糸を開かなければ緯糸を通す事が出来ません。その経糸を大きく開閉させる分、織りあげる速度もゆっくりになってっています。 空気圧を利用したエアジェットタイプなど高速織機で一日に3反(約150m)織ることが出来るのに対し、ションヘル式織機は1反(約50m)織るのに3日もかかります。

-
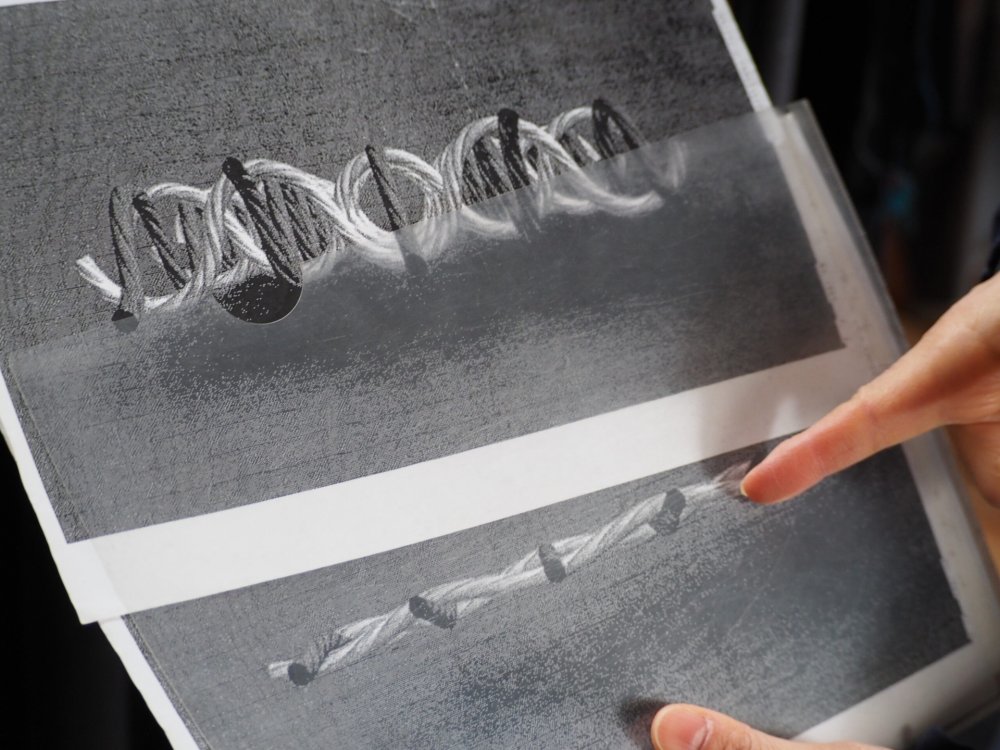
ションヘル式低速織機の利点とは。
分かり安い写真を見せてもらいました。 上がションヘル式低速織機が織った織物の経糸の拡大図と、下が現代の最新式織機が織った物です。 先ほどの理屈でションヘル式はゆっくり織りますので経糸のテンションは緩く、大きなシャトルのお蔭で経糸が大きく開閉しますので経糸がリング状のスプリングの様に仕上がっています。 これが生地に弾性をあたえ適度な伸縮感を生み、ソフトな着心地に影響しているのです。 注意事項です。 最新織機の着心地が悪い分けではありません。 最新織機では均一に生地表面を滑らかに仕上げる事が出来ますので、生地の光沢感を求める方には最新織機がいい事もあります、裏を返せばションヘル式織機に強い光沢感をお求めるのは野暮な話です。 そして共により上質な純毛を使う事で伸縮性を増し光沢感も出す事ができます。 求める織物によって織機を使い分ける事が大切です。
-
分かり安い写真を見せてもらいました。 上がションヘル式低速織機が織った織物の経糸の拡大図と、下が現代の最新式織機が織った物です。 先ほどの理屈でションヘル式はゆっくり織りますので経糸のテンションは緩く、大きなシャトルのお蔭で経糸が大きく開閉しますので経糸がリング状のスプリングの様に仕上がっています。 これが生地に弾性をあたえ適度な伸縮感を生み、ソフトな着心地に影響しているのです。 注意事項です。 最新織機の着心地が悪い分けではありません。 最新織機では均一に生地表面を滑らかに仕上げる事が出来ますので、生地の光沢感を求める方には最新織機がいい事もあります、裏を返せばションヘル式織機に強い光沢感をお求めるのは野暮な話です。 そして共により上質な純毛を使う事で伸縮性を増し光沢感も出す事ができます。 求める織物によって織機を使い分ける事が大切です。
-
工程に戻ります。
緯糸の補充作業。シャトルの中の緯糸が無くなると織機が自動に停止します。 シャトルの補充は人の手で行います。織機が止まらないように付っきりで織り上がるのを見守ります。
-
シャトルの中の緯糸が無くなると織機が自動に停止します。 シャトルの補充は人の手で行います。織機が止まらないように付っきりで織り上がるのを見守ります。

-
検品修正工程。最後に織り上がった物は裏からライトを当てて緯糸の継ぎ目や傷などを針を使って修正していきます。
-
最後に織り上がった物は裏からライトを当てて緯糸の継ぎ目や傷などを針を使って修正していきます。

-
最終加工屋さんへ
最後の検品修正工程が終わると最終加工屋さんに送られ、縮地(しゅくじ)という蒸気で生地を整える工程を経て私達の元へと届けられています。
-
最後の検品修正工程が終わると最終加工屋さんに送られ、縮地(しゅくじ)という蒸気で生地を整える工程を経て私達の元へと届けられています。
-
いかがだったでしょうか葛利毛織さんの工場見学。 古い織機を動かす為に、壊れた部品は手作りで直され、人が糸を通して動かされるションヘル式織機。 葛利毛織さんの生地にどこか温もりを感じるのには人の手が多く携わっているからなのではないでしょうか。 店頭で葛利毛織さんの生地をご覧になる機会が御座いましたら、手にとって風合いを感じてみてください。 今回撮影にご協力頂き、工場案内頂きました葛谷専務はじめ葛利毛織のみなさんありがとうございました。 ロードハウスでは非力ながら日本の良い物を作る文化を残す取り組みに力添え出来ればと考えております。
-
いかがだったでしょうか葛利毛織さんの工場見学。 古い織機を動かす為に、壊れた部品は手作りで直され、人が糸を通して動かされるションヘル式織機。 葛利毛織さんの生地にどこか温もりを感じるのには人の手が多く携わっているからなのではないでしょうか。 店頭で葛利毛織さんの生地をご覧になる機会が御座いましたら、手にとって風合いを感じてみてください。 今回撮影にご協力頂き、工場案内頂きました葛谷専務はじめ葛利毛織のみなさんありがとうございました。 ロードハウスでは非力ながら日本の良い物を作る文化を残す取り組みに力添え出来ればと考えております。

-
葛利毛織さんの高い所に誇らしげに飾ってありました。 天皇陛下に生地を御献上された時に頂いたそうです。
-
葛利毛織さんの高い所に誇らしげに飾ってありました。 天皇陛下に生地を御献上された時に頂いたそうです。

STAFF INTRODUCTION
スタッフ紹介
お客様を担当するのは、豊富な知識と
経験はもちろん、所作を心得たスタッフです。

ストアマネージャー/シューフィッター
AKIHIRO KAWACHI
ストアマネージャー/シューフィッター
河内 昭宏 / AKIHIRO KAWACHI
延べ1万人以上のお客様を採寸してきた経験から、
あなたに最適なご提案を致します。雑談を含め
ゆっくりとお話しを聞かせていただくところから始めましょう。
ー スーツをご提案する際に大事にしていること
お客様一人一人との対話( Bespoke )から、お客様に最適なスタイルを確認する事から始めています。
自分自身が着たい、友人に着せたい想いから、お客様に本当に似合う色柄とサイズ感をご提案しています。是非、一度お話しを聞かせてください。
ー PROFILE
岡山県出身。1997年入社。バイヤー時代に素材の良し悪しを見抜く目と、お客様に最適な素材提案を習得。プライベートではロードバイク、登山、ゴルフが趣味です。

バイヤー/上級洋服技術士
KAZUYA YAMAUCHI
バイヤー/上級洋服技術士
山内 和弥 / KAZUYA YAMAUCHI
その人に合わせた最適なサイズ感を話し合い、着る楽しみを大切にしたいと考えています。
長く着て頂ける1着を共に作り上げましょう。
ー スーツをご提案する際に大事にしていること
学生時代より洋服を勉強し、洋裁技術上級を取得しています。
洋服のパターン作成から縫製、仕上げまで習得していますので、その経験を活かし、お客様に最適なサイズ感をご提案したいと思います。
ですが、技術以上に、良い服を作る上では着る人の事を知る事が大切です。
是非一度、お話をお聞かせ下さい。
ー PROFILE
岡山県出身。服飾専門学校卒業後、大手アパレルメーカー勤務。その経験を活かし、ロードハウスへ入社。プライベートでは模型作成、車、DIYが趣味です。

フォーマルスペシャリスト
DAISUKE AKAO
フォーマルスペシャリスト
赤尾 大輔 / DAISUKE AKAO
お客様と話をしながら作り、
喜んでもらえる1着にしたいと考えています。
気軽に声をかけてください。
ー スーツをご提案する際に大事にしていること
お客様が想っている事を形にしていき、喜んでもらえる事を大事にしています。
長年のアパレルでの経験を生かし、細部にまでこだわった素敵なスーツを提案します。
いっしょに、長く着て頂ける、素敵なスーツを作りましょう。
ー PROFILE
岡山県出身。1993年入社。入社後、アパレル部門で、営業・バイヤー・MDを経験。
その経験を生かす為に、満を持して「ロードハウス」に加わりました。よろしくお願いします。
プライベートでは、ドライブ・旅行が好きです。



定休日 / 水曜日 (祝日の場合は営業)
営業時間 / 10:00~18:00 (LAST ORDER 16:00)

お客様の事を一番に考えるロードハウスでは、
服を通じて、お客様一人ひとりの想いをカタチにする事を大切にしています。
最大2時間まで専用にお時間を確保、あなただけの贅沢な時の中で、
ご相談から採寸まで、じっくり時間をかけて
対応させていただくことを信条としております。